涂层均匀性控制的系统方法论——涂布行业30年技术专家深度解读 | 北望ERP
作者:邓智勇 博士
深耕涂布行业三十余年,现任北望技术研究中心首席工程师
引言
在涂布行业摸爬滚打三十多年,我见过太多企业在“涂层均匀性”这道坎上反复跌倒。
有的老板砸重金买了进口设备,出来的产品依然厚度波动如过山车;有的技术骨干日夜盯在产线上,参数调了千百遍,良率就是上不去;更有甚者,同一配方、同一机台,上午做得完美无瑕,下午就废品成堆。
问题出在哪里?
因为大多数人把涂布当成了一道“参数题”,而它本质上是一道“系统题”。
一、为什么说涂布是一个“系统工程”?
三十年前我在读博时,老师跟我说:“涂布就是调好间隙、选对刮刀、控制好速度。”那时候设备简单,产品要求也不高,这句话勉强够用。但今天,当我们的客户要求涂层厚度均匀性达到±1.5μm甚至更高时,当产线速度从每分钟几十米飙升到上百米时,当涂布材料从普通胶带变成锂电池极片、光学膜、电子皮肤时,这种“点状思维”已经彻底失效了。
我在北望ERP技术研究中心这些年,系统梳理了涂布质量控制的本质,可以用一个表达式来揭示:
Y = f(M, E, E, C)
让我逐一拆解:
Y (结果):你的涂层质量,核心指标就是厚度均匀性
M (Material,材料):浆料/胶液的流变性、粘度、固含量、触变性等
E (Equipment,设备):涂布头的机械精度、模头刚度、传动系统的稳定性等
E (Environment,环境):温度、湿度、洁净度、气流分布
C (Control,控制):张力、速度、流量、算法、反馈机制

这五个变量不是独立的。它们之间相互耦合、彼此影响。你调整了材料配方,设备参数可能需要重新匹配;你改动了环境温湿度,控制算法可能需要重新整定。这就是为什么我说,涂层均匀性考验的不是你对某一个“点”的优化能力,而是你对“系统”的驾驭能力。
这恰恰是北望ERP系统的核心设计理念。传统的ERP系统只关注“进销存”,而北望ERP将人-机-料-法-环-测六大要素全面纳入数字化管理,让企业从“凭经验调参数”升级为“靠数据管系统”。下文我会在每个环节展开说明。
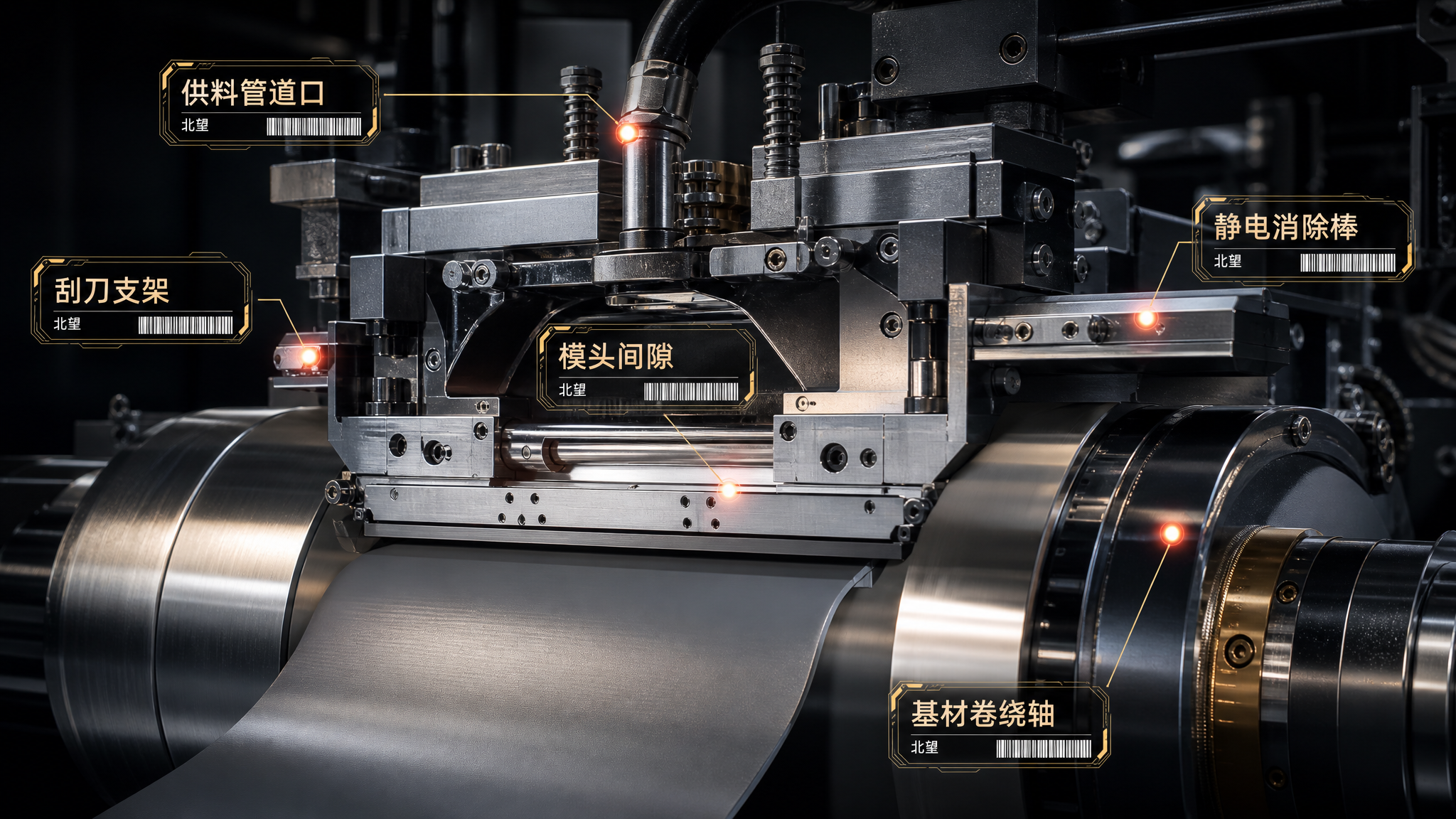
二、拆解厚度均匀性:5大核心控制要素
1. 涂布刃间隙控制
间隙控制是涂层厚度的“第一道闸门”。间隙大了,涂层偏厚;间隙小了,涂层偏薄;间隙不均匀,涂层就厚薄不一。
具体来说,需要关注五个维度:
a) 间隙设置精度——这是基础。现代高精度涂布要求间隙控制达到微米级。狭缝涂布的膜厚均匀性可达±2%,而刮刀涂布通常在±5%以上——对高端制造而言,这是“良品”与“废品”的分界线。
b) 动态平行维持——静态调好了,一开机就不平行了,这是最常见的陷阱。设备运转时的热变形、机械振动都会破坏平行度。
c) 刃口状态完整性——微小的缺口或磨损,就足以在涂层上留下“伤痕”。很多企业舍不得换刀片,结果得不偿失。
d) 热变形实时抑制——设备运转产生热量,金属热膨胀会改变间隙。高速涂布时这个效应尤其明显。
e) 控制响应匹配度——检测到偏差了,执行机构能不能及时跟上?响应慢了,闭环控制就是空谈。
北望ERP系统在设备管理模块中内置了设备健康度预警功能,可以记录每一把刮刀/模头的使用时长、刃口状态、历史调机参数,自动提醒更换周期和维护节点。把“人盯设备”变成“系统管设备”。
2. 刮刀/狭缝稳定性
有了精准的间隙,还需要稳定的结构来维持这个间隙。
a) 结构模态刚度——刮刀或模头在高速运转中会不会发生颤振?刚度不够,微振动就会传递到涂层上。
b) 压力场稳态性——浆料在刮刀前的压力分布是否均匀?压力波动直接导致流量波动。
c) 热变形协调性——不同部位受热不均,变形量不同,破坏平行度。
d) 接触应力均匀度——刮刀与基材的接触应力沿幅宽方向是否一致?
e) 伺服相位同步性——多个伺服电机之间的相位是否同步?不同步就会产生“条纹”。
北望ERP的工艺参数管理模块可以将每批次产品的最佳工艺参数(包括刮刀角度、压力设定、伺服参数等)固化下来,下次生产同款产品时一键调取,避免“每次开机都重新摸索”。
3. 胶液供给均匀性
间隙和刮刀都到位了,但如果供料系统不给力,一切都是白搭。
a) 压力脉动抑制——泵的脉动会造成流量波动。高端涂布系统会采用多级缓冲或伺服控制来平滑脉动。
b) 流道压力均衡——浆料从管道进入模头,沿幅宽方向的压力分布是否均匀?不均匀就会造成“中间厚两边薄”或反之。
c) 温度场均质性——温度影响粘度。供料系统不同部位温度不一致,粘度就不一致,涂层厚度自然不一致。
d) 挤出动态平衡——挤出量需要与涂布速度动态匹配。速度变了,挤出量要同步调整。
e) 流阻时变补偿——随着生产进行,过滤器堵塞、管道结垢,流阻会变化,需要实时补偿。
北望ERP的生产执行模块与供料系统的传感器实时对接,可以监控供料压力、温度、流量的全程变化曲线。一旦发现异常趋势,系统自动预警,将问题消灭在萌芽状态。
4. 胶静电控制
静电是涂布行业最容易被忽视的“隐形杀手”。
a) 电荷平衡度——基材和胶液表面的电荷是否平衡?电荷失衡会导致液滴飞溅、涂层针孔。
b) 中和时效性——静电产生了,能不能及时中和?离子风棒、静电消除器需要定期维护才能保证效果。
c) 场强均质性——静电场沿幅宽方向是否均匀?
d) 介电适配性——不同材料有不同的介电常数,静电控制方案需要适配材料特性。
e) 空间电荷检测——看不见摸不着的静电,需要专业的检测手段来量化。
分离起电现象在高速涂布中尤为严重——基材从涂布辊分离瞬间,电荷转移效率极高,可形成数千伏的电位差。北望ERP的质量追溯模块可以记录每一卷产品的静电检测数据,与工艺参数关联分析,帮助企业找到静电问题的根源。
5. 基材张力控制
张力不稳,涂层就不可能均匀。
a) 张力设定值稳定性——设定值本身要稳定,不能波动。
b) 横向分布均匀性——张力沿幅宽方向是否一致?不一致就会造成“荷叶边”或“褶皱”。
c) 动态响应协调性——放卷、涂布、干燥、收卷各段的张力需要协调配合。
d) 卷径自适应能力——随着卷径变化,收卷张力需要自适应调整,否则内层和外层张力不一致。
e) 振动抑制有效性——机械振动会直接传递到涂层上。在高速或大风量条件下,基材容易发生显著振动。
在卷对卷连续生产中,基材在干燥箱内受热膨胀但两端受张力约束,会产生显著热应力。北望ERP的数据采集与分析平台可以将张力传感器数据、速度数据、卷径数据整合在一起,构建全线的张力状态画像,为工艺优化提供数据支撑。
三、“既要……又要……”:材料流变学中的矛盾与平衡
做涂布的人都知道,材料是最让人头疼的变量。同一个配方,不同批次可能表现完全不同;同一个批次,在不同温度下也可能“判若两人”。
1. 高粘度 vs 低粘度:剪切稀化的妙用
浆料在管道里流动时需要低粘度(好输送),在涂布头上需要适当的粘度(好成型),在涂布后需要高粘度(防止流挂)。怎么办?答案是“剪切稀化”——浆料在高速剪切下变稀,在低速剪切下变稠。
理想的浆料应该在涂布头的高剪切区域快速稀化,涂布后迅速恢复粘度。这种“智能”行为,正是流变学设计的核心。
2. 弹性 vs 塑性:粘弹比的调控
浆料既有粘性(像液体一样流动),又有弹性(像固体一样回弹)。粘弹比不当,要么涂布时“拉丝”,要么涂布后“回缩”。
3. 亲液 vs 疏液:界面科学的调和
浆料与基材的界面性质决定了润湿行为。润湿不好,涂层有“缩孔”;润湿太好,涂层可能“铺展过度”。
材料问题的本质是“矛盾平衡”——没有绝对的好与坏,只有合适与不合适。北望ERP的配方管理模块可以将每批材料的检测数据(粘度、固含量、触变指数等)与对应的涂布效果关联起来,建立“材料-工艺-质量”的数据库。下次遇到类似材料,系统可以推荐最优工艺参数,减少试错成本。

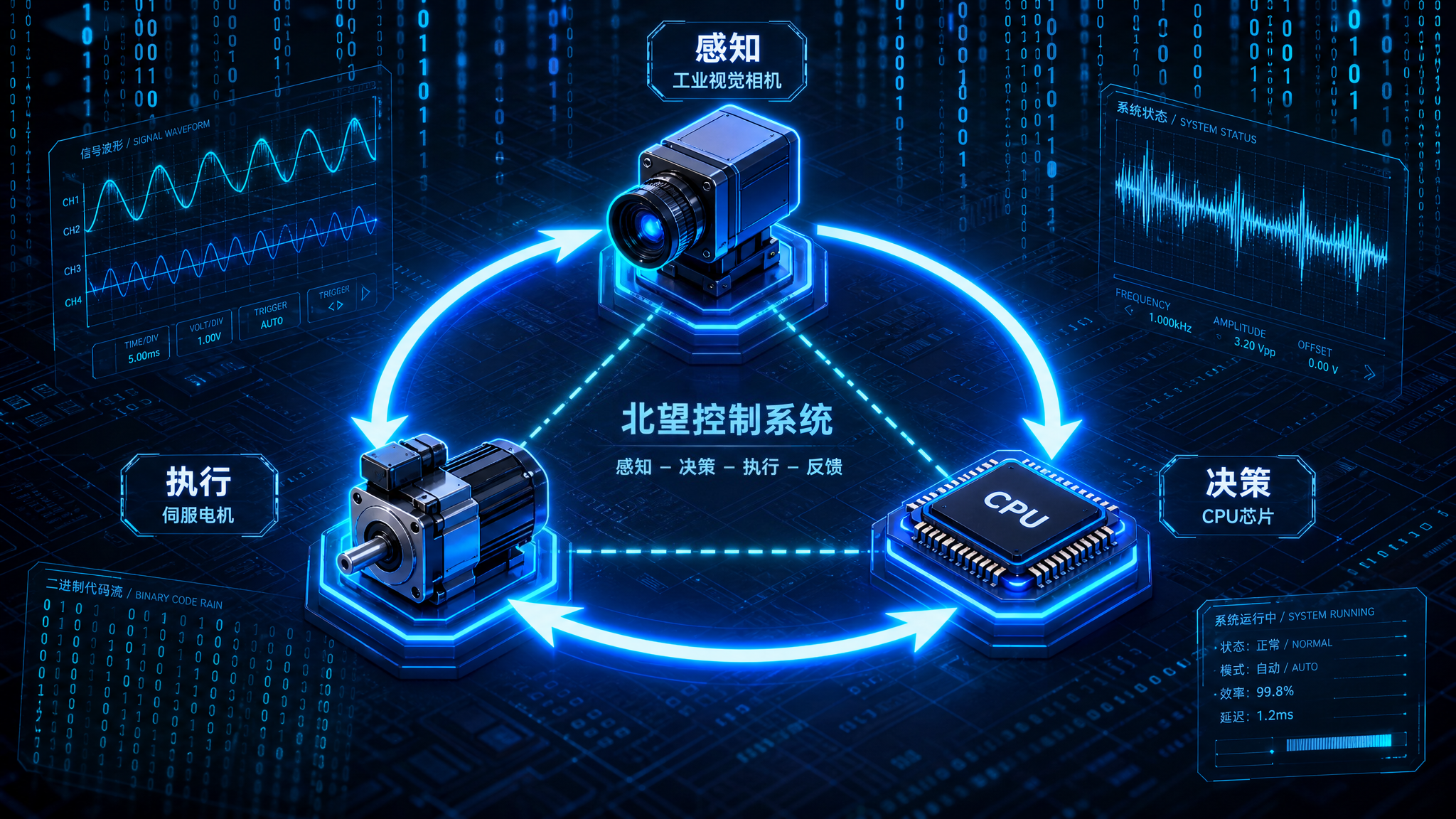
四、“检测-决策-执行”:实现“自动驾驶”的闭环控制
涂布厚度均匀控制的本质,是一套“闭环控制”系统。它不是“设置好参数就不动了”,而是时刻在“自动驾驶”。
1. 感知(检测)
感知层是闭环控制的眼睛。现代涂布产线通常配备:
在线面密度/厚度检测仪:实时测量涂层厚度
激光位移传感器:监测基材位置和厚度
视觉检测系统:识别表面缺陷
压力/温度/流量传感器:监测过程参数
福莱新材引进的红外检测系统可实现0.1μm的涂层厚度实时监测。没有精准的感知,就不可能有精准的控制。
2. 决策(算法)
感知层把数据传回来,谁来决策?传统的做法是人工判断,现代的做法是算法决策。
决策层需要回答三个问题:偏差有多大?原因是什么?该怎么调?
3. 执行(调节)
决策完了,谁来执行?伺服电缸调整模头间隙、变频器调节涂布速度、比例阀控制供料压力……执行机构的响应速度和精度,直接决定了闭环控制的效果。
华视集团的全自动闭环控制系统,可以“实时获取测厚仪即时数据、涂布机运行参数、供料泵泵速等技术参数,在线监控并捕捉厚度异常,运用算法实时调节”。这才是真正的“自动驾驶”。
这三个角色缺一不可,而且必须形成无缝的闭环——检测要快,决策要准,执行要稳。
北望ERP系统在闭环控制中扮演的角色是 “数据中台”和“决策大脑” 。具体来说:
数据汇聚:将来自测厚仪、传感器、PLC、MES等各个环节的数据统一采集、清洗、存储
知识沉淀:将每一次闭环调节的过程和结果记录下来,形成“什么情况下调了多少、效果如何”的知识库
智能推荐:基于历史数据,在新批次生产时推荐最优的初始参数,缩短从“开机”到“稳定”的时间
异常追溯:当出现质量异常时,系统可以快速回溯所有相关数据(材料批次、设备参数、环境数据、控制记录),定位问题根源
简单说,闭环控制解决的是“这一次怎么调”,北望ERP解决的是“下一次怎么不调” ——把每一次的成功经验变成可复用的标准。
五、一个经常被忽视的变量:环境
在Y=f(M,E,E,C)这个公式中,第二个E(环境)通常最容易被忽视。但恰恰是它,常常成为压垮质量的“最后一根稻草”。
1. 气流控制
干燥箱内的气流分布直接影响干燥均匀性。吹风口分布不均匀,会导致局部风压差异,在基材横向引入不均匀应力。风向和吹风角度同样关键——垂直吹风产生压迫效应,切向吹风施加纵向拉伸。
2. 温湿控制
温度影响粘度,湿度影响静电。车间温湿度波动,涂层质量就跟着波动。很多企业夏天和冬天的良率差异巨大,根源就在于此。
3. 干燥优化
干燥过程是最容易出问题的地方。涂层在干燥过程中,溶剂挥发导致质量减轻、流变特性转变、内部产生收缩应力。这些变化都会干扰张力平衡,进而影响涂层均匀性。
4. 材料演算
材料的流变特性随温度变化。环境温度变了,材料的“性格”就变了。
5. 边界管理
车间与外界交界处的温湿度梯度、洁净度梯度,都是潜在的污染源和干扰源。

北望ERP系统的环境监控模块可以将车间各区域的温湿度、洁净度、气流速度等数据实时采集并可视化。更重要的是,系统可以将环境数据与产品质量数据进行关联分析——当环境参数偏离最优区间时,系统自动预警,并建议调整相应的工艺参数来补偿。把环境从“不可控变量”变成“可管理变量”。
六、结语:从“点状思维”到“系统思维”
三十多年的从业经历让我深刻体会到一件事:涂布行业最稀缺的不是先进的设备,而是系统性的思维方式。
厚度均匀控制,考验的不是你对某一个“点”的优化能力,而是你对“系统”的驾驭能力。
以精密工程,追求极限性能
以数学模型,指导生产实践
以稳健设计,保障产品可靠性
以标准化,实现可重复制造
以精准控制,达成经济与环保的双重目标
北望ERP系统正是基于这一理念设计的——它不是简单的管理软件,而是涂布企业从“经验驱动”迈向“数据驱动”的基础设施。它将材料、设备、环境、控制四个维度的数据打通,让企业真正实现“人-机-料-法-环-测”的全面数字化。

下次当你再遇到涂层不均匀的问题时,不妨问自己几个问题:
我是在调一个参数,还是在调一个系统?
我依赖的是老师的经验,还是数据的支撑?
我关注的是眼前的废品,还是背后的系统性原因?
答案,往往就决定了你的企业是在解决问题,还是在重复问题。
上一篇:北望ERP系统:从制造到“智造”,一套系统为企业带来的九大核心效益
下一篇:没有了!